 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
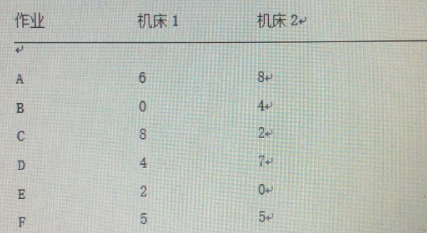
解出最佳排序和两个机床总的加工时间。要求说明求解原理,并在时间轴上显示两个机床的作业排序情
况。(作业必须在1, 2机床顺序加工)
加工时间(单位:小时)
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
加工时间(单位:小时)
如果结果不匹配,请 联系老师 获取答案
 更多“解出最佳排序和两个机床总的加工时间。要求说明求解原理,并在时…”相关的问题
更多“解出最佳排序和两个机床总的加工时间。要求说明求解原理,并在时…”相关的问题
机床的生产率可以用()表示。
A.每批工件的切削时间
B.单位时间内机床所能加工的工件数量
C.每个工件的切削加工时间与辅助时间之和
D.每批工件的数量
A.有适合于不同的机床加工类别的CNC装置,应根据数控机床的类型,有针对性地选择相应的CNC装置
B.要根据数控机床的设计指标选择CNC装置。可供选择的CNC装置中,性能价格差别较大,不能片面追求高水平、新装置
C.用户在对CNC装置的功能选择中,对于基本功能和选择功能都需安装,使得机床的性能处于最佳状态
D.在订购CNC装置时应考虑周全,把需要的CNC装置功能一次配齐全,不要遗漏
A.在机床上可以完成的工序种类
B.被加工零件的类型、材料和尺寸范围
C.加工精度和表面粗糙度
D.适应的生产规模(批量)
E.机床的寿命
A.组合机床通常采用多刀、多面、多工位同时加工工件,因此生产率高
B.一台组合机床中专用部件仅占20%~30%
C.组合机床加工自动线由组合机床、传送机构和自动操纵机构组成
D.组合机床加工易于联成组合机床自动线,以适应大规模生产要求
E.组合机床自动线整个加工过程全靠各种机器自动操纵来完成,故是一种无人加工方式
别测量直径后算得 ,标准差0.6cm。试在显著性水平0.05的要求下检验这天的产品直径平均值是否处在控制状态(用临界值规则) ?
,标准差0.6cm。试在显著性水平0.05的要求下检验这天的产品直径平均值是否处在控制状态(用临界值规则) ?
A.在机床上可以完成的工序种类
B.被加工零件的类型、材料和尺寸范围
C.毛坯的种类
D.加工精度和表面粗糙度
E.生产效率

















