 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
盘圆钢筋的加工生产工序为()。
A.一矫直一除锈一对接(焊)一切断一弯曲一焊接成型
B.一除锈一对接(焊)一冷拉一切断一弯曲一焊接成型
C.一开盘一冷拉、冷拔一调直一切断一弯曲一点焊成型(或绑扎成型)
D.一矫直一对接(焊)一切断一弯曲一焊接成型
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.一矫直一除锈一对接(焊)一切断一弯曲一焊接成型
B.一除锈一对接(焊)一冷拉一切断一弯曲一焊接成型
C.一开盘一冷拉、冷拔一调直一切断一弯曲一点焊成型(或绑扎成型)
D.一矫直一对接(焊)一切断一弯曲一焊接成型
如果结果不匹配,请 联系老师 获取答案
 更多“盘圆钢筋的加工生产工序为()。A.一矫直一除锈一对接(焊)一…”相关的问题
更多“盘圆钢筋的加工生产工序为()。A.一矫直一除锈一对接(焊)一…”相关的问题
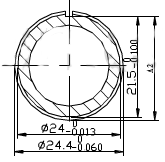
如图所示花键套筒,其加工工艺过程为:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
在CA6140型车床上车削外圆,已知工件毛坯直径为 70mm,加工长度为400mm ;加工后工件尺寸为
70mm,加工长度为400mm ;加工后工件尺寸为 ,表面粗糙度为Ra3.2μm;工件材料为40Cr
,表面粗糙度为Ra3.2μm;工件材料为40Cr ;采用焊接式硬质合金外圆车刀(牌号为YT15),刀杆截面尺寸为16mm×25mm,刀具切削部分几何参数为:
;采用焊接式硬质合金外圆车刀(牌号为YT15),刀杆截面尺寸为16mm×25mm,刀具切削部分几何参数为:

 ,
,
试为该工序确定切削用量(CA6140型车床纵向进给机构允许的最大作用力为3500N)。

















