 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
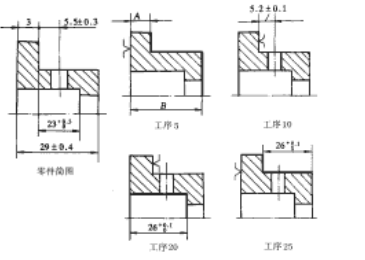
加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外圆、端面及肩面; 工序10 钻孔; 工序15 热处理;
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
如果结果不匹配,请 联系老师 获取答案
 更多“加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外…”相关的问题
更多“加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外…”相关的问题
如下图所示,镗削零件上的孔。空的设计基准是C面,设计尺寸为(100+0.15)mm。为装夹方便,以A面为基准,按工序尺寸L调整车床,A面、B面前道工序已加工,求工序尺寸L。

(1)已知某外形轮廓的零件图如下图所示,厚度8mm,程序原点位于上表面,要求精铣
其外形轮廓。
(2)刀具选择直径10mm的立铣刀。
(3)安全面高度50mm。
(4)要求使用刀具半径补偿指令
(5)加工程序单要字迹工整。
(1)已知某外形轮廓的零件图如下图所示,厚度5mm,程序原点位于上表面,要求精铣
其外形轮廓。
(2)刀具选择直径10mm的立铣刀。
(3)安全面高度50mm。
(4)进刀/退刀方式离开工件20mm,直线/圆弧引入切向进刀,直线退刀。
(5)工艺路线走刀路线如图。
如下图所示为一机床工作台的传动系统。设已知各齿轮的齿数,齿轮3的分度圆半径r3,各齿轮的转动惯量J1,J2,J2',J3,齿轮1直接装在电动机轴上,故J1中包含了电动机转子的转动惯量;工作台和被加工零件的重量之和为G。当取齿轮1为等效构件时,求该机械系统的等效转动惯量Je(ω1/ω2=z2/z1)。

某机械制造厂拟生产齿轮零件如下图所示,材料为ZG45,产量2000件。该企业现有砂型铸造车间一个,卧式压铸机一台,离心铸造生产线一条,埋弧自动焊设备五套,氩弧焊设备两套,点焊机两台,自由锻锤一台,直流手弧焊机十台,试为该零件确定一种合理的成形方法,并简要说明理由。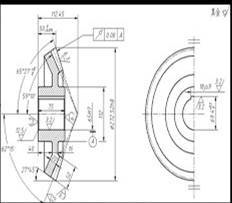
A.机械加工工序卡详细地说明整个零件各个工序的要求,是用来具体指导工人操作的工艺文件
B.工序卡片中详细记载了该工序加工所必需的工艺资料,如定位基准、选用工具、安装方案及工时定额等
C.机械加工工序卡比装配工序卡更重要
D.工序卡片是按零件加工或装配的每一道工序编制的一种工艺文件

















