

 如果结果不匹配,请
如果结果不匹配,请 
 更多“板带轧机是以轧辊的()标志轧机规格。”相关的问题
更多“板带轧机是以轧辊的()标志轧机规格。”相关的问题
第2题
消除板带产品表面“麻面”缺陷的产生应采取哪些措施?()
A.控制轧制节奏,板坯在加热炉内停留时间不能过长,当轧机出现事故时,加热炉适当降温,以减少氧化铁皮的产生;
B.加强除鳞泵、电机的维护,保证正常投入,对管路漏水点及时进行处理,保证除鳞水压力;
C.加强对除鳞喷嘴的检查,及时清理堵塞的喷嘴,保证除鳞效果;
D.确定合理的换辊周期,防止因轧辊辊面粗糙造成的麻面缺陷。
第10题
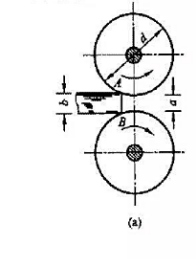
图a所示为轧机的两个轧辊,其直径均为d=500mm,辊面问开度为a=5mm,两轧辊的转向相反,已知烧红的
钢板与轧辊间的摩擦因数为fb=0.1。试问能轧制的钢板厚度 b 是多少?
点击查看答案
欲使轧机正常操作,则钢板必须被两个轧辊卷人,即作用在钢板A、B处的正压力和摩擦力的合力方向须水平向右,才能使钢板进入轧辊。
第11题
轧机轧制产品检测方法和测量工具:()
A.工具:壁厚千分尺0~25mm,百分表,游标卡尺0~150mm
B.外径测量:用游标卡尺测量轧管外径,端面对称取8点进行测量取平均值
C.壁厚测量:把轧管锯成10~20Cm长度,端面对称取8点进行测量取平均值
D.百分表:检查轧辊对中性在0.05mm内和轧辊自转圆跳动在0.10mm内
















